Твердосплавная наплавка бурильных труб
Проволока для твердосплавной наплавки DURMAT® специально разработана для уменьшения износа обсадных труб и увеличения срока службы бурильных замков.
С более чем 25 летним опытом в производстве проволоки для твердой наплавки для всех типов промышленных задач. DURUM предлагает широкий диапазон наплавочных проволок на основе железа, позволяющие делать наплавку без образования трещин. Большинство проволок предназначено для Открытой Дуги (не требуется дополнительного защитного газа или присадки) и некоторые проволоки могут наноситься на себя.
DURUM понимает проблематику отрасли глубокого бурения и может обеспечивать Вам индивидуально созданные проволоки.
Проволоки для твердосплавной наплавки DURMAT для бурения методом открытых скважин / без обсадных труб
Лучшими порошковыми проволоками для противостояния коррозионному и интенсивному абразивному износу, существующими на рынке, являются проволоки основанные на карбиде вольфрама.
Они обеспечивают лучшую защиту от износа и коррозии для инструментов и деталей работающих при открытых скважинах. Очень твердый и износостойкий карбид вольфрама в сочетании с очень мелкими распределёнными специальными карбидами предоставляют самый высокий уровень защиты от износа, существующий в отрасли.
Проволока DURMAT для бурения методом открытых скважин / без обсадных труб отвечает следующим критериям:
- Самый высокий уровень защиты бурильных замков
- Визуальное отсутствие трещин
- Не растрескивается
- Сплав может наплавляться на самого себя
- Стойкая к коррозии
Продукция DURUM отвечает самым высоким требованиям для бурения методом открытых скважин / без обсадных труб в отрасли.
Наплавка твердым сплавом DURMAT-AS-760
- Исключительная защита бурильных труб
- Непревзойденная защита обсадных труб
- Наплавка без образования трещин
- Низкий уровень предварительного нагрева
- Легко наплавляется и пригодна для повторной наплавки
DURMAT AS-760 является уникальной наплавочной проволокой разработанной DURUM для бурильных работ в нефтегазовой отрасли для максимальной защиты как бурильных труб так и обсадных труб. Он содержит мельчайшие карбиды в высоко стойкой к коррозии никелево-хромовой матрице.
Она применяется при низком (50°C) уровне предварительного нагрева, который особо востребован при применении на бурильные трубы, покрытые пластиком. После обслуживания она может применяться повторно без необходимости удаления изношенной предыдущей наплавки.
Она успешно испытана и применяется крупнейшим Австралийским газодобывающим предприятием, которое ранее использовало хорошо известный наплавочный материала производителя из США и отказался от применения в нашу пользу из-за проблем с чрезмерным образованием трещин и разрушений при бурении.
DURMAT AS-760 предоставляет высокий уровень защиты обсадных и бурильных труб и не показывает признаков разрушения или отслоения от базового материала.

Пример наплавки наплавочной проволокой DURMAT
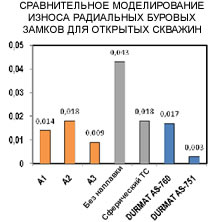
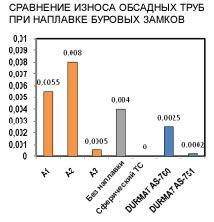
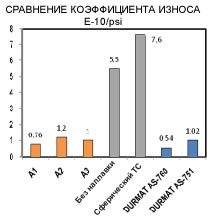
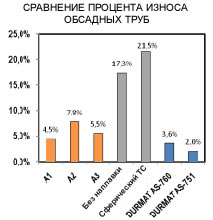
Маурер тестирование DURMAT™AS-751 и AS-760

Маурер тестирование DURMAT™AS-751 и AS-760

 турбинных забойных двигателей")







 на маслянной основе")





")